|
|
 |
|
SEI WORLD 2013年2月号(vol.425)
发售难加工材料车削加工用“EG型断屑槽”和“EF型断屑槽”
|
|
|
|
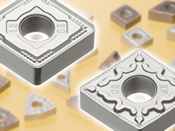
针对以钛合金、镍合金为主的耐热合金等难加工材料,本公司推出了两款切屑处理性和耐磨性俱佳的高通用性刀具:中-粗加工用“EG型断屑槽”和精加工用“EF型断屑槽”。
|
中-粗加工用“EG型断屑槽”
具有30°大前角的波状特殊前倾面形状和强化刀尖的刃厚形状,大幅抑制了加工钛合金时的月牙洼磨损和加工耐热合金时的边界损伤等难加工材料加工中特有的刀具损伤。尤其是在中-粗加工领域的难加工材料的加工中,切屑处理性和耐磨性俱佳,适用于各种难加工材料。
|
|
精加工用“EF型断屑槽”
前角设计成注重锋利度的20°,刀尖至基面的距离非常窄,故而能在精加工时使切屑的卷曲直径非常小,比传统刀具大幅提升了切屑处理性。而且还能抑制切屑对精加工面的影响,获得美观的精加工面。此外,新设计的带规则性沟状的前倾面形状确保了锋利度和刀尖强度,防止突发性的刀口缺损,实现刀具的稳定长期性。
|
|
|
超硬合金事业部
|
|
|
|
|
| 返回年度索引 |
|
|
 |
|
